 港口船廠鋼格板蓋板篦子
港口船廠鋼格板蓋板篦子
 光伏發電用鋼格柵板
光伏發電用鋼格柵板
 水庫電站用熱鍍鋅鋼格板格柵板
水庫電站用熱鍍鋅鋼格板格柵板
 倉儲物流用鋼格板
倉儲物流用鋼格板
 電解槽槽間鋼格板蓋板
電解槽槽間鋼格板蓋板
 石油化工,LNG平臺項目用鋼格板
石油化工,LNG平臺項目用鋼格板
 防落物安全鋼格柵板
防落物安全鋼格柵板
 海上平臺鋼格柵板
海上平臺鋼格柵板
 鋼格柵板射釘槍
鋼格柵板射釘槍
 礦用熱鍍鋅格柵板蓋板
礦用熱鍍鋅格柵板蓋板
 鍋爐平臺用熱鍍鋅鋼格柵板
鍋爐平臺用熱鍍鋅鋼格柵板
 高鐵路橋梁橋墩支架平臺鋼格柵板
高鐵路橋梁橋墩支架平臺鋼格柵板
 化工裝置結構鋼格柵板平臺蓋板
化工裝置結構鋼格柵板平臺蓋板
 變電站油池鋼格柵板
變電站油池鋼格柵板
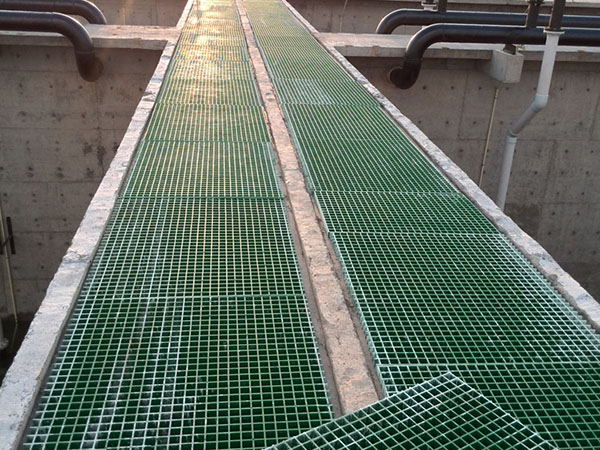 水處理廠用格柵板
水處理廠用格柵板
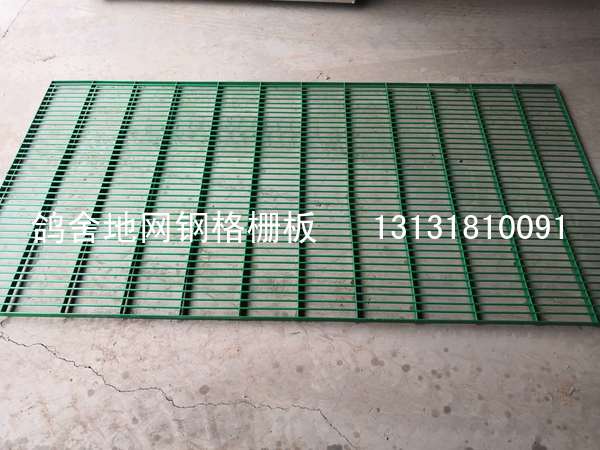 雞鴿禽類養殖用鋼格柵板
雞鴿禽類養殖用鋼格柵板
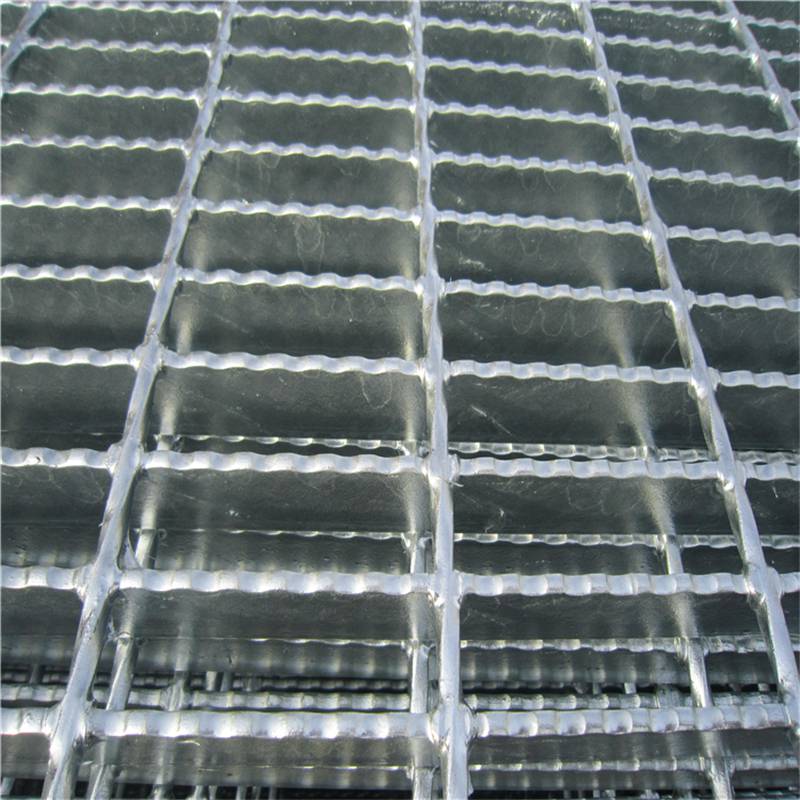
鋼格柵板連接桿扭絞方鋼的調直和制作
鋼格柵板的連接桿我們通常稱為麻花鋼,實際上麻花鋼還有一個學名那就是“扭絞方鋼”。不管是不銹鋼還是碳鋼扭絞方鋼我們都能通過采用扭絞方鋼制作機械來實現,扭絞方鋼的調直以及制作有一套嚴格的實際操作規范。我們先來說一下不銹鋼扭絞方鋼的新的制作方法和規范吧。
不銹鋼鋼格柵板廣泛應用于電力、輕工、造酒、卷煙等行業中。不銹鋼扭絞方鋼用于制造不銹鋼鋼格柵板的橫桿,是不銹鋼鋼格柵板的重要原料之一。不銹鋼扭絞方鋼的材質通常是0Cr18Ni9、1Cr18Ni9Ti等牌號的不銹鋼。目前,我國的生產廠家通常采用的不銹鋼扭絞方鋼的生產工藝有2個工藝過程:1)不銹鋼方鋼卷→冷扭→扭絞方鋼→收卷;2)不銹鋼扭絞方鋼卷→開卷→矯直→定尺切斷。現在全新的生產工藝,連續生產出定尺不銹鋼扭絞方鋼,即不銹鋼盤圓→冷拔、扭轉復合工藝→扭絞方鋼→矯直→定尺切斷。該工藝技術使用的原材料為不銹鋼盤圓,因為不銹鋼盤圓在市場上比不銹鋼方鋼更容易采購,并且價格更低,所以有更大的原料優勢。采用圓截面不銹鋼盤圓冷拔扭轉的復合工藝不是簡單的拉拔、扭轉組合。如果簡單地將拉拔、冷扭組合,也就是先將盤圓拉拔成方形,再扭轉成扭絞方鋼,由于第一道的拉拔冷變形造成的加工硬化會導致不銹鋼方鋼內部組織的不均勻,在下一道的扭轉過程中勢必產生不均勻的扭絞螺旋線,所以簡單組合的工藝不能生產高質量產品。為了減少收卷、開卷工序,使整個生產過程流暢、便捷,將原來2個工藝過程合成1個,實現連續生產。
冷拔與扭轉在同一道工序中實現
1 冷拔冷扭復合模具設計
冷拔扭轉復合工藝的核心技術是冷拔與冷扭在一道工序的中實現。采用硬質合金方形孔模具加上機械動力扭轉的設計,冷拔扭轉復合模具外部使用過盈配合熱裝模套,模套上裝有齒輪,用馬達驅動其旋轉。
模具孔型分為4段:導入段、變形段、整理段和出模段。導入段的直徑以大于進口盤圓4~5 mm為宜,導入段的作用一方面是為了讓盤圓正確進入模具,另一方面使進入模具的不銹鋼盤圓上粘上潤滑劑。變形段是模具最主要的部分,在這一段將圓形截面變成方形。整理段的作用是將變形后的表面修整得更規整,并提高變形表面的光滑程度。出模段的作用是保證變形后的扭絞方鋼順利出模,并促進潤滑劑順利從扭絞方鋼上脫落。
2 冷拔扭轉組合拔制力的控制
生產中為了確定拔制時拉拔的力量和拔制應力的大小,以判斷是否存在拔斷的危險,必須計算拔制力。拔制力P主要由3種力構成:單純消耗于形狀和尺寸變化所需要的力P 1 ;克服摩擦所需要的力P 2 ;消耗于不均勻變形所需要的力P 3 。P=P 1 +P 2 +P 3 。凡是與上述3種力有關的因素都會影響拔制力,其中摩擦條件和磨具形狀與拔制力的大小密切相關。
1)摩擦條件。冷拔冷扭用于克服摩擦力,約占拔制力的40%~60%,這部分力在拔制時做功發熱,使模具和材料溫度上升。
2)模具形狀。實踐證明,對于不同的變形條件,都有不同的最佳錐角范圍,在最佳錐角范圍生產,拔制力最小,超出這個范圍時,拔制力變大。因為錐角對拔制力的影響與兩個作用相反的因素有關。隨著錐角的增加,一方面變形區的長度減小,這樣摩擦面減小,正壓力及相應的摩擦力減小;另一方面,正壓力的水平分量增加,彎曲等附加變形的程度增加,使拔制力增加。實踐表明,模具變形段的角度α<40°、出模段的角度β=60°,生產出的產品質量較好。
3 模具變形段和整理段的光滑程度
模具變形段和整理段的光滑程度和尺寸精度直接影響拉拔和冷扭的實現和不銹鋼扭絞鋼的產品質量,由于電火花加工后的模具內孔表面不平整,如果直接使用,拉斷的可能性很大。經研磨拋光后,變形段和整理段的表面粗糙度可達0.025,并且使用了牛油—石灰潤滑工藝,使冷拔和扭轉變形得以實現。
4 冷拔扭轉特性及改善方法
1Cr18Ni9Ti奧氏體不銹鋼固溶后的抗拉強度≥520 MPa,屈服強度≥206 MPa,硬度≤HB187[1] 。在進行冷變形時加工硬化性很高,經冷變形后抗拉強度和屈服強度會大大增加,當減面率為58%~66%時,其抗拉強度提高到1 185 MPa,屈服強度提高到880~930 MPa,由于加工硬化性大,增加了繼續冷變形的抗力。加工硬化性高的原因在于冷變形使奧氏體組織部分地轉變為馬氏體。原材料硬度較大,輕則會造成麻花間距不均勻,重則造成拉扭過程中拉斷。要達到冷拔和冷扭變形的要求,實際生產中對采購的原材料(不銹鋼盤圓)進行固溶處理,使鋼中的碳化物溶解在奧氏體中,形成單一的奧氏體組織。
采用跟蹤飛剪定尺切斷
采用飛剪定尺切斷,剪切長度精度可達±0.5mm。目前通常采取2個工藝過程的原因是冷扭速度和定尺切斷不能同步,所以只好采用將方鋼冷扭和矯直切斷分別在2個過程中完成。采用跟蹤飛剪定尺切斷,解決了使用靜止剪切機剪切的停頓,避免了分開矯直切斷對扭絞方鋼的磨損;采用跟蹤飛剪定尺切斷,實現了連續生產,減少了1道收卷、開卷工序及操作人員,提高了生產效率。用不銹鋼盤圓制造定尺不銹鋼扭絞方鋼的連續生產技術可以采用2種飛剪機:機械擋塊定位加氣動離合器的飛剪;電子測長裝置的滾筒式飛剪。
1)機械擋塊定位加氣動離合器的飛剪。工作過程:擋塊上安裝接近開關,當經過矯直的扭絞方鋼頂到擋塊時,擋塊給接近開關信號,氣動離合器吸合,帶動剪刃閉合;同時,剪刃被沿拉拔方向的平臺帶動向前以與拉拔速度相同的速度前進,完成一個定尺剪切動作。這種飛剪機動作迅速,剪切精度高,偏差一般在±0.2 mm,但結構較復雜,成本較高,需要有氣源配合。
2)帶電子測長裝置的滾筒式飛剪。這種飛剪結構相對簡單,只要有一對相對運動的滾筒加上1套交流變頻調速電機,通過裝在測長輥上的編碼器測量走過的長度,由PLC+變頻器控制切斷刀所在滾筒的轉動速度,根據編碼器測得的信號,不斷調整2個滾筒的線速度,使2個對應的刀片正好在定尺長度上重合,從而將扭絞方鋼切斷為定尺長度。這種飛剪的精度在±0.5 mm,足以滿足生產不銹鋼扭絞方鋼的要求。
采用交流變頻調速
由于冷拔扭轉的牽引動力和進入切斷機的牽引動力來自于2個交流電機,2個電機的速度必須匹配才能保證扭絞方鋼運動線速度一致,不會產生堆積或拉斷。解決的方法是采用2個變頻器的同步功能。2個變頻器在PLC的協調下工作,確保2組動力的牽引線速度在整個生產線上一致。通過變頻調速,根據變形量大小控制生產速度,以適應不同規格的扭絞方鋼生產。目前已經生產的扭絞方鋼規格包括4 mm×4 mm、5 mm×5 mm、6 mm×6 mm、7 mm×7 mm、8 mm×8 mm、10 mm×10 mm。
Copyright 衡水新超峰金屬網業制造有限公司 all Rights Reserved.
冀ICP備12018503號-1 地址:河北省安平縣鶴煌大道南側 網站地圖
訂購熱線:13131810091 手機:13131810091 手機:13633180168 傳真:0318-7963108 郵箱:sales@hebeiganggeban.org

