 港口船廠鋼格板蓋板篦子
港口船廠鋼格板蓋板篦子
 光伏發電用鋼格柵板
光伏發電用鋼格柵板
 水庫電站用熱鍍鋅鋼格板格柵板
水庫電站用熱鍍鋅鋼格板格柵板
 倉儲物流用鋼格板
倉儲物流用鋼格板
 電解槽槽間鋼格板蓋板
電解槽槽間鋼格板蓋板
 石油化工,LNG平臺項目用鋼格板
石油化工,LNG平臺項目用鋼格板
 防落物安全鋼格柵板
防落物安全鋼格柵板
 海上平臺鋼格柵板
海上平臺鋼格柵板
 鋼格柵板射釘槍
鋼格柵板射釘槍
 礦用熱鍍鋅格柵板蓋板
礦用熱鍍鋅格柵板蓋板
 鍋爐平臺用熱鍍鋅鋼格柵板
鍋爐平臺用熱鍍鋅鋼格柵板
 高鐵路橋梁橋墩支架平臺鋼格柵板
高鐵路橋梁橋墩支架平臺鋼格柵板
 化工裝置結構鋼格柵板平臺蓋板
化工裝置結構鋼格柵板平臺蓋板
 變電站油池鋼格柵板
變電站油池鋼格柵板
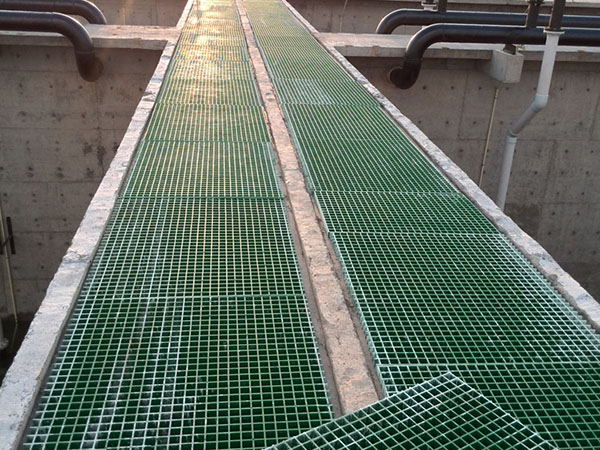 水處理廠用格柵板
水處理廠用格柵板
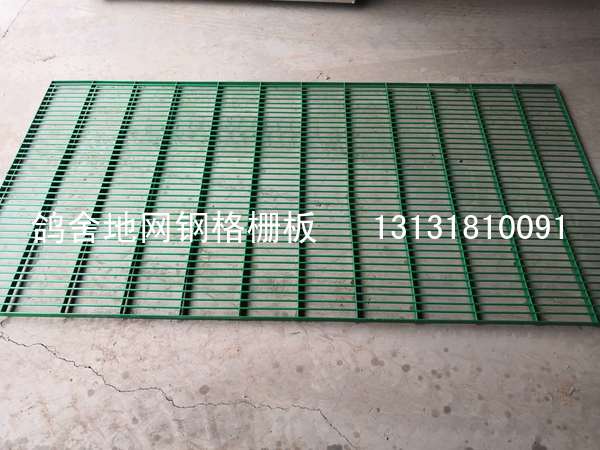 雞鴿禽類養殖用鋼格柵板
雞鴿禽類養殖用鋼格柵板
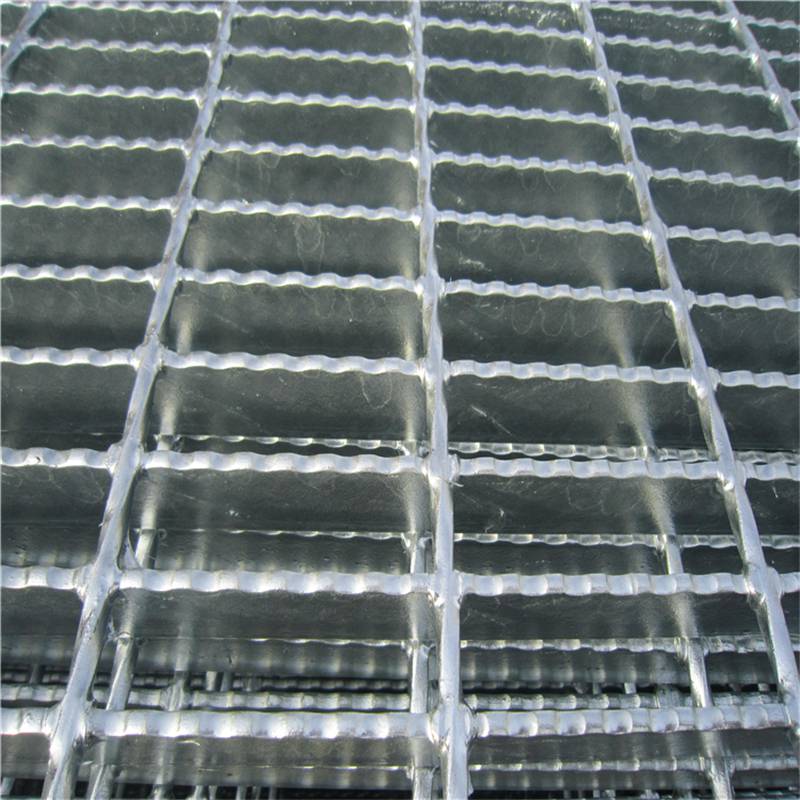
熱鍍鋅鋼格板的焊接缺陷及標準是怎樣的
熱鍍鋅鋼格板作為建材產品制作過程中離不開的就是焊接。在鋼格板標準TB/T4001.1-2007標準中,對鋼格板的焊接標準做出了很嚴格的要求。壓焊鋼格板采用機器壓焊生產,可包邊也是采用人工包邊的方式。如果鋼格板焊接全靠人工手工焊接的話,更要對焊接做一個明確的規范了。
首先,我們來看一下熱鍍鋅鋼格板焊接之前需要做的一些前期準備。
扁鋼 構件邊緣必須按規定進行準備,干凈,無毛刺,無氣割熔渣,無油脂或油漆。焊接前還要做好底座的模具,確保扁鋼在焊接過程中不出現位移等情況,從而保證熱鍍鋅鋼格板的間距均勻符合標準。
其次,分析一下熱鍍鋅鋼格板焊接時會出現的一些缺陷。
1、外觀缺陷:外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發現的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋。單面焊的根部未焊透等。
A、咬邊是指沿著焊趾,在母材部分形成的凹陷或溝槽, 它是由于電弧將焊縫邊緣的母材熔化后沒有得到熔敷金屬的充分補充所留下的缺口。產生咬邊的主要原因是電弧熱量太高,即電流太大,運條速度太小所造成的。焊條與工件間角度不正確,擺動不合理,電弧過長,焊接次序不合理等都會造成咬邊。直流焊時電弧的磁偏吹也是產生咬邊的一個原因。某些焊接位置(立、橫、仰)會加劇咬邊。
咬邊減小了母材的有效截面積,降低結構的承載能力,同時還會造成應力集中,發展為裂紋源。
矯正操作姿勢,選用合理的規范,采用良好的運條方式都會有利于消除咬邊。焊角焊縫時,用交流焊代替直流焊也能有效地防止咬邊。
B、焊瘤焊縫中的液態金屬流到加熱不足未熔化的母材上或從焊縫根部溢出,冷卻后形成的未與母材熔合的金屬瘤即為焊瘤。焊接規范過強、焊條熔化過快、焊條質量欠佳(如偏芯),焊接電源特性不穩定及操作姿勢不當等都容易帶來焊瘤。在橫、立、仰位置更易形成焊瘤。
焊瘤常伴有未熔合、夾渣缺陷,易導致裂紋。同時,焊瘤改變了焊縫的實際尺寸,會帶來應力集中。管子內部的焊瘤減小了它的內徑,可能造成流動物堵塞。
防止焊瘤的措施:使焊縫處于平焊位置,正確選用規范,選用無偏芯焊條,合理操作。
C、凹坑 凹坑指焊縫表面或背面局部的低于母材的部分。
凹坑多是由于收弧時焊條(焊絲)未作短時間停留造成的(此時的凹坑稱為弧坑),仰立、橫焊時,常在焊縫背面根部產生內凹。
凹坑減小了焊縫的有效截面積,弧坑常帶有弧坑裂紋和弧坑縮孔。
防止凹坑的措施:選用有電流衰減系統的焊機,盡量選用平焊位置,選用合適的焊接規范,收弧時讓焊條在熔池內短時間停留或環形擺動,填滿弧坑。
D、未焊滿。 未焊滿是指焊縫表面上連續的或斷續的溝槽。填充金屬不足是產生未焊滿的根本原因。規范太弱,焊條過細,運條不當等會導致未焊滿。
未焊滿同樣削弱了焊縫,容易產生應力集中,同時,由于規范太弱使冷卻速度增大,容易帶來氣孔、裂紋等。
防止未焊滿的措施:加大焊接電流,加焊蓋面焊縫。
E、燒穿。 燒穿是指焊接過程中,熔深超過工件厚度,熔化金屬自焊縫背面流出,形成穿孔性缺。
焊接電流過大,速度太慢,電弧在焊縫處停留過久,都會產生燒穿缺陷。工件間隙太大,鈍邊太小也容易出現燒穿現象。
燒穿是鍋爐壓力容器產品上不允許存在的缺陷,它完全破壞了焊縫,使接頭喪失其聯接飛及承載能力。
選用較小電流并配合合適的焊接速度,減小裝配間隙,在焊縫背面加設墊板或藥墊,使用脈沖焊,能有效地防止燒穿。
F、其他表面缺陷:
(1)成形不良 指焊縫的外觀幾何尺寸不符合要求。有焊縫超高,表面不光滑,以及焊縫過寬,焊縫向母材過渡不圓滑等。
(2)錯邊指兩個工件在厚度方向上錯開一定位置,它既可視作焊縫表面缺陷,又可視作裝配成形缺陷。
(3)塌陷 單面焊時由于輸入熱量過大,熔化金屬過多而使液態金屬向焊縫背面塌落, 成形后焊縫背面突起,正面下塌。
(4)表面氣孔及弧坑縮孔。
(5)各種焊接變形如角變形、扭曲、波浪變形等都屬于焊接缺陷O角變形也屬于裝配成形缺陷。
第三、熱鍍鋅鋼格板焊接缺陷如何避免。
除了嚴格按照鋼格板標準中對焊接要求以外,我們還要注意一些細節的問題,比如:焊接速度過快或過慢、工件表面沒有清理干凈、電弧拉的過長等等,這些規范都要系統的對員工做出培訓才能保證產品最大化的無缺陷。
總之,“有規矩才能成方圓”,只有嚴格執行焊接規范,才能保證熱鍍鋅鋼格板的質量穩定。
Copyright 衡水新超峰金屬網業制造有限公司 all Rights Reserved.
冀ICP備12018503號-1 地址:河北省安平縣鶴煌大道南側 網站地圖
訂購熱線:13131810091 手機:13131810091 手機:13633180168 傳真:0318-7963108 郵箱:sales@hebeiganggeban.org

